
AAV(Adeno-Associated Virus, アデノ随伴ウイルス)のパッケージング失敗は、単一の原因ではなく、ベクター設計、細胞状態、プラスミド品質、トランスフェクション条件、培養・生産工程、精製、保存、品質管理(QC)など、複数の工程で発生します。
以下では、研究・製造現場でよく見られる代表的な原因を、工程別に整理します。
1. プラスミド・ベクター設計の問題
プラスミドおよびベクター設計の不備は、AAV生産における代表的な初期段階の失敗要因です。
1.1 ITR配列の変異・欠損
ITRは、AAVゲノムの複製およびパッケージングに必須の配列です。
一方で、プラスミド増殖中に組換えや欠失が起こりやすいため、ITRの完全性確認が重要です。
1.2 ITR間のベクターゲノムサイズ過大
AAVのパッケージング上限は、一般に約4.7 kb前後とされています。
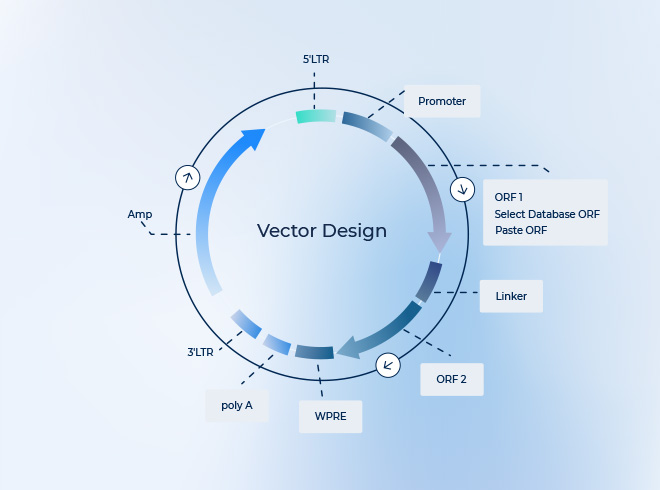
このサイズは目的遺伝子のみではなく、プロモーター、polyA、WPRE、その他調節配列を含めたITR間の全長として評価する必要があります。
ITR間サイズが上限を超えると、パッケージング効率や機能的力価が低下することがあります。
1.3 プロモーター・調節配列の不適切な設計
プロモーターや調節配列が標的細胞に適していない場合、ウイルス粒子自体は産生されていても、標的細胞での発現が弱く見えることがあります。
そのため、これは厳密にはパッケージングそのものの失敗ではなく、発現評価上の問題として現れる場合があります。
2. トランスフェクション効率の低下
HEK293系細胞などを用いたAAV生産では、トランスフェクション効率が収量に大きく影響します。
主な原因には以下があります。
- DNA品質の低下
エンドトキシン混入、DNA分解、不純物混入などにより、トランスフェクション効率が低下します。 - トランスフェクション試薬の劣化または条件不適合
試薬の保存状態、ロット差、DNAとの混合条件などが影響します。 - 各プラスミド比率の不適切
Transfer plasmid、Rep/Cap plasmid、Helper plasmidの比率が不適切だと、AAV産生効率が低下します。
最適比率は、プロトコル、細胞系、スケールによって異なります。 - 細胞密度の不適正
過密または過疎状態では、トランスフェクション効率およびAAV産生効率が低下します。
この段階の問題は、ウイルスがほとんど産生されない原因になりやすいです。
3. 細胞状態の問題
生産細胞のコンディションは、AAVの収量と品質に直結します。
- HEK293系細胞のコンディション不良
継代過多、増殖速度低下、形態異常などが影響します。 - 細胞密度・コンフルエンシーの不適切
高すぎても低すぎても、生産効率が低下します。 - マイコプラズマ汚染
細胞代謝やタンパク発現に影響し、AAV産生量や品質を低下させます。 - 培地・血清・添加物の品質ばらつき
ロット差や保存条件の違いが再現性低下につながります。
4. パッケージングシステムの不一致
AAVでは一般的に、Transfer plasmid、Rep/Cap plasmid、Helper plasmidを用いる三プラスミドシステムが使用されます。
主な問題には以下があります。
4.1 Rep/Capプラスミドの選択不適合
使用する血清型やカプシドが、目的細胞・目的用途に適していない場合、トランスダクション効率や発現効率が低下します。
4.2 Helper機能の不足
アデノウイルス由来の補助遺伝子機能が十分に供給されないと、AAV複製やパッケージング効率が低下します。
4.3 セロタイプと標的細胞の相性不良
セロタイプによって、細胞への結合、侵入、核内移行、発現効率が異なります。
相性が悪い場合、トランスダクション効率や発現が低く見えることがあります。
5. ウイルス組立・カプシド形成の異常
AAV粒子が存在していても、機能的なウイルスとして不十分な場合があります。
- カプシドタンパク質 VP1/VP2/VP3 の比率異常
カプシド形成や感染性に影響します。 - 空カプシド比率が高い
ゲノムを含まない粒子が多いと、総粒子数は高くても機能的力価は低くなります。 - ゲノム封入効率の低下
ITR異常、ゲノムサイズ、Rep機能、細胞状態などが影響します。
つまり、見かけ上はウイルス粒子が存在していても、中身が空、または機能的でない状態が起こり得ます。
6. 培養・生産プロセスの問題
培養条件のわずかな違いも、AAV収量や品質に影響します。
6.1 回収タイミングの不適切
回収が早すぎると、産生量が不十分になります。
一方で、遅すぎると細胞死や分解の影響を受けることがあります。
回収時期は一般に48〜72時間が目安とされますが、細胞系、プロトコル、スケールにより最適条件は異なります。
6.2 温度・CO₂・pH条件の変動
培養環境の変動は、細胞ストレスやタンパク発現低下につながります。
6.3 スケールアップ時の条件変化
小スケールで成功しても、大スケールでは混合効率、酸素供給、pH制御、細胞密度管理が変わるため、収量低下が起こることがあります。
7. 精製工程でのロス
AAVが産生されていても、精製工程で大きく失われることがあります。
- 超遠心・カラム精製での回収率低下
操作条件や樹脂・カラムの選択が回収率に影響します。 - IodixanolまたはCsCl勾配での操作ミス
層形成、遠心条件、回収位置のずれにより、目的粒子を取り逃すことがあります。 - フラクション回収位置の誤り
空カプシド、部分充填粒子、完全粒子の分離が不十分になることがあります。 - フィルターやチューブへの吸着による損失
低濃度サンプルや不適切な材質では、AAVが表面に吸着して回収率が低下することがあります。
8. ウイルス不安定性・保存条件の問題
精製後の取り扱いも、AAV活性に影響します。
- 凍結融解の繰り返し
カプシドの安定性や感染性が低下する可能性があります。 - 4℃での長期保存
短期保存には用いられますが、長期保存では活性低下や凝集のリスクがあります。 - 不適切なバッファー条件
pH、塩濃度、界面活性剤、安定化剤の有無により、凝集や失活が起こることがあります。
9. QC(品質評価)問題の見落とし
「パッケージング失敗」に見えるものが、実際には評価方法や品質特性の問題である場合もあります。
- vg/mLは高いが感染力・発現効率が低い
ゲノムコピー数が多くても、機能的な感染価が低い場合があります。 - 空カプシド比率が高い
総粒子数は多くても、完全粒子の割合が低い可能性があります。 - ddPCR/qPCR測定誤差
標準品、プライマー設計、残存プラスミドDNA、DNase処理条件などにより測定値がずれることがあります。 - 総粒子数、ベクターゲノム数、機能的感染価の乖離
AAV評価では、capsid particle数、vg/mL、infectious titer、functional titerが必ずしも一致しません。 - 標的細胞でのトランスダクション不適合
セロタイプ、プロモーター、細胞種、培養条件により、発現評価が低く見えることがあります。
まとめ
AAVパッケージング失敗の本質は、以下の3点に集約されます。
1. 設計問題
- ITR完全性
- ITR間ゲノムサイズ
- 遺伝子構造
- プロモーター・調節配列
2. 生産系問題
- 細胞状態
- プラスミド品質
- トランスフェクション条件
- Rep/Cap/Helperシステムの適合性
- カプシド形成・ゲノム封入効率
3. 後工程・評価問題
- 精製回収率
- 保存安定性
- 空カプシド比率
- vg/mLと機能的力価の乖離
- QC測定法の妥当性
したがって、AAV生産不良を評価する際には、単に「ウイルスができたかどうか」だけでなく、ITRの完全性、ITR間サイズ、細胞コンディション、プラスミド品質、empty/full比、機能的感染価、標的細胞での発現を総合的に確認することが重要です。
PackGeneについて
PackGene Biotech is a world-leading CRO and CDMO, excelling in AAV vectors, mRNA, plasmid DNA, and lentiviral vector solutions. Our comprehensive offerings span from vector design and construction to AAV, lentivirus, and mRNA services. With a sharp focus on early-stage drug discovery, preclinical development, and cell and gene therapy trials, we deliver cost-effective, dependable, and scalable production solutions. Leveraging our groundbreaking π-alpha 293 AAV high-yield platform, we amplify AAV production by up to 10-fold, yielding up to 1e+17vg per batch to meet diverse commercial and clinical project needs. Moreover, our tailored mRNA and LNP products and services cater to every stage of drug and vaccine development, from research to GMP production, providing a seamless, end-to-end solution.

関連サービス
-
AAV 解析 QC サービス
-
同一性、純度、力価、安全性の包括的試験
-
規制要件に準拠したカスタム検証済みアッセイ
-
GMPグレードの品質管理および出荷サポートによる迅速な対応
-
-
AAVパッケージングサービス
-
迅速な納期で、高品質かつ空カプシド率の低いAAVを提供
-
70種類以上のセロタイプ、40種類以上のQC試験、専門家による設計サポート
-
累計50,000本以上のAAVを納品、GMPグレードまでスケール可能
-
-
AAV パッケージング – 研究グレード
- プラスミド抽出からウイルスまで最短12日で対応
- 高純度、低エンドトキシン、低エンプティシェル率
- 70種類以上のセロタイプと50,000件以上のプロジェクトで培った専門的サポート
-
AAV パッケージング – NHP グレード
-
エンドトキシンフリーかつ厳格なコンタミネーション管理
-
ddPCRによる力価定量とゲノム完全性の確認
-
一貫した結果で安全性と有効性を向上
-
-
遺伝子からAAVへ
- 遺伝子からAAVまで最短4週間
- 収量と品質を最適化するためのプラスミド設計支援
- ワンストップの効率的なサービス
-
AAV解析試験
-
力価、純度、安全性などを網羅した包括的なAAV試験
-
専門家によるガイドで迅速かつ信頼性の高い結果
-
最高水準の品質と安全性を保証するためのカスタマイズソリューション
-
-
既製品AAV
-
即時使用可能な出荷準備済み
-
多様な研究ニーズを網羅する幅広いラインアップ
-
厳格な品質管理による信頼性の高い品質保証
-
-
AAV 目的遺伝子(GOI)プラスミド設計・構築
-
効率的な遺伝子送達のためのカスタムAAVプラスミド
-
piVectorを用いた用途別エレメントによる容易な設計
-
CRISPR、shRNA、その他のAAVベクタータイプに対応
-