
mRNA デリバリー研究において、LNP(脂質ナノ粒子)はすでに主要な送達キャリアの一つとなっています。ワクチン開発、タンパク質発現、あるいは遺伝子治療関連研究のいずれにおいても、LNP の製剤品質はその後の実験結果に直接影響します。その中でも、封入率(Encapsulation Efficiency, EE)は LNP の品質を評価する重要な指標です。
研究現場では、粒子径や PDI は正常に見えるにもかかわらず、封入率だけが一貫して低い、あるいはロット間で大きく変動するというケースが少なくありません。このような場合、まず装置や操作ミスを疑いがちですが、実際には LNP の封入率低下は単一の要因によるものではなく、RNA の品質、脂質組成、混合プロセス、調製環境、さらに後処理や測定方法が複合的に影響していることが多いです。
1. mRNA の品質が第一の要因となる可能性
LNP の形成には、RNA とイオン化脂質(ionizable lipid)との有効な複合体形成が必要です。そのため、RNA 自体の品質は封入の基盤を左右します。
まず確認すべきなのは、mRNA が分解していないかという点です。RNA は RNase に非常に敏感であり、サンプルの保存状態が不適切であったり、凍結融解を繰り返したり、実験環境中に RNase 汚染が存在したりすると、RNA が断片化する可能性があります。mRNA の分解は、RNA の長さ分布、立体構造、電荷分布を変化させ、当初設計した脂質/RNA 比と合わなくなることで、複合体形成、粒子形成、最終的な封入結果に影響を与えます。
完全性に加えて、RNA の純度も重要です。IVT 転写後に、鋳型 DNA、dsRNA、タンパク質残留物、塩類、反応副産物などの不純物が多く残っている場合、脂質の自己組織化プロセスを妨げ、最終的な封入効率に影響する可能性があります。
また、RNA の長さと仕込み濃度も無視できません。多くの mRNA-LNP 系では、長い mRNA ほど安定かつ高効率な封入を得ることが難しく、脂質/RNA 比、緩衝条件、混合パラメータを個別に最適化する必要があります。RNA の仕込み量が多すぎる場合も、脂質系の負荷容量を超え、一部の RNA が有効に封入されない可能性があります。
2. 脂質比率が不適切だと「封入しきれない」ことがある
LNP における封入の主要なメカニズムの一つは、イオン化脂質と RNA のリン酸骨格との静電相互作用です。そのため、脂質組成の設計は封入効率に直接影響します。
中でも、よく議論されるパラメータが N/P 比(Nitrogen/Phosphate ratio) です。
N/P 比が低すぎる場合、系内のプロトン化可能な窒素が相対的に不足し、RNA を十分に圧縮・複合化できません。その結果、遊離 RNA が増え、封入率が低下する可能性があります。
ただし、N/P 比は高ければ高いほどよいというものではありません。脂質比率を高めることで封入率が向上する場合はありますが、一方で粒子径の増大、PDI の上昇、遊離脂質の増加、細胞毒性の上昇、あるいはトランスフェクション性能の低下を引き起こす可能性もあります。そのため、封入率の最適化では、封入効率、粒子安定性、送達性能のバランスを取ることが重要です。
N/P 比以外にも、以下の脂質組成が封入結果に影響します。
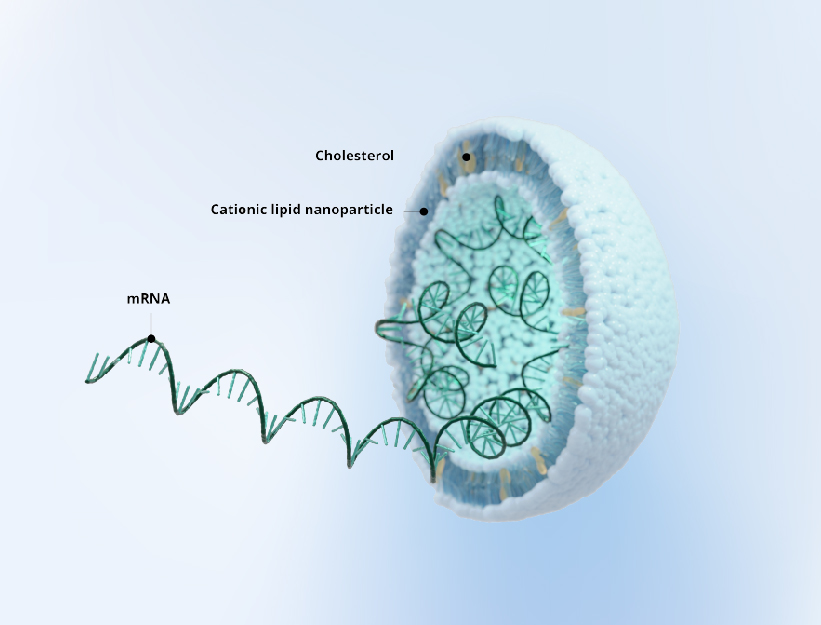
- イオン化脂質(ionizable lipid)の比率
- コレステロール(cholesterol)含量
- DSPC や DOPE などのヘルパー脂質の比率
- PEG-lipid 含量
これらの成分は、LNP の構造安定性、粒子径分布、表面特性、送達性能を総合的に左右します。
3. 多くの封入トラブルは、実は混合プロセスに起因する
実験では、配方に注目しがちですが、混合プロセスの重要性が見落とされることも少なくありません。
LNP は単に「混ぜれば」形成されるものではなく、溶媒環境の急激な変化と分子間相互作用によって、短時間で自己組織化されます。そのため、混合動力学に対して非常に敏感です。
マイクロ流体デバイスを用いた調製を例にすると、通常、以下の二つのパラメータが封入率に大きく影響します。
1. FRR:流量比
FRR(Flow Rate Ratio)は、通常、水相と有機相の流量比を指します。
FRR は、水相と有機相の体積比、エタノールの希釈速度、局所的な溶媒環境、pH 変化、脂質の析出過程に影響します。そのため、LNP の粒子径、PDI、封入率に大きな影響を及ぼします。
FRR が不適切な場合、エタノールが適切な時間スケールで希釈されず、脂質の析出や RNA との複合化プロセスが影響を受けます。その結果、空の粒子、封入不足の LNP、または粒子径や PDI の異常が生じる可能性があります。
2. TFR:総流量
TFR(Total Flow Rate)は、混合強度と混合時間に影響します。
総流量が低すぎると、混合効率が低下し、脂質と RNA の接触および自己組織化が不均一になりやすくなります。その結果、粒子分布のばらつき、PDI の上昇、封入率の低下につながる可能性があります。
ただし、TFR も高ければ高いほどよいわけではありません。過度に高い流量は、システム圧の上昇、せん断の影響、装置の不安定化、スケールアップの困難さを招く可能性があります。そのため、チップ構造、系の粘度、目標粒子径に応じて最適化する必要があります。
さらに、見落とされがちな装置上の問題も原因となり得ます。
- マイクロ流体チップの汚染
- 流路やチューブの詰まり
- ポンプ流量の不安定性
- システムのデッドボリュームが大きい
- チューブやコネクターの違いによる混合遅延
同じ配方であってもロット間で封入率が大きく変動する場合は、配方だけでなく、装置状態の安定性も確認する必要があります。
4. pH 条件の不適切さは、LNP 形成に直接影響する
LNP の形成は通常、酸性環境に依存します。
調製段階では、acetate buffer や citrate buffer などの酸性緩衝液が用いられることが多く、一般的には pH 4 前後が使用されます。その目的は、イオン化脂質を十分にプロトン化し、正電荷を持たせることで、RNA と効率よく結合させることです。
ただし、最適な pH は固定値ではなく、イオン化脂質の pKa、RNA の種類、緩衝液系、調製プロセスによって異なります。
以下のような問題がある場合、
- 緩衝液の pH 設定ミス
- 酸性度の不足
- 緩衝能の不安定さ
- pH メーターの校正不良
- 混合後の実測 pH が想定値から外れている
イオン化脂質のプロトン化が不十分となり、RNA との結合能が低下し、最終的に封入率が低くなる可能性があります。
したがって、pH は単なる緩衝条件ではなく、LNP の自己組織化と RNA 複合化効率を左右する重要な要因です。
5. 脂質や溶媒の状態も最終結果に影響する
問題が RNA やプロセスではなく、原料そのものにある場合もあります。
LNP 調製では、脂質や溶媒の状態にも高い品質管理が求められます。たとえば、一部のイオン化脂質、ヘルパー脂質、PEG-lipid は、長期保存、凍結融解の繰り返し、光照射、酸化条件下で分解し、系の安定性や封入性能が低下する可能性があります。
エタノールの品質にも注意が必要です。脂質は通常エタノール相に溶解されるため、エタノールの純度不足、吸湿、揮発による濃度変化、あるいは脂質の溶解不良は、系の極性や脂質析出挙動を変化させ、自己組織化プロセスに影響を及ぼします。
これらの要因は見落とされがちですが、実際の実験では珍しくありません。
6. 封入率が低いように「見えている」だけの場合もある
封入率が低いからといって、必ずしも LNP 調製が失敗しているとは限りません。
問題が後処理や測定段階にある場合もあります。
たとえば、透析、限外ろ過、TFF によるバッファー交換の過程で、以下のようなことが起こる可能性があります。
- LNP 構造の再編成
- RNA の漏出
- 粒子の吸着または損失
- 総 RNA 回収率の低下
- 局所的な pH や浸透圧変化による粒子安定性の低下
これらの要因は、最終的に測定される EE や RNA recovery に影響します。そのため、封入率を評価する際には、封入率 だけでなく 総 RNA 回収率 も併せて確認することが望まれます。
また、測定方法によっても結果に差が出る可能性があります。
- RiboGreen 法または PicoGreen 法
- 溶解/未溶解対照による測定
- 標準曲線のずれ
- サンプル希釈誤差
- 溶解剤濃度不足による LNP の不完全破壊
- 脂質、エタノール、界面活性剤、緩衝塩による蛍光シグナルへの干渉
- 標準曲線のマトリックスとサンプル系の不一致
そのため、実験結果に異常が見られる場合は、配方やプロセスを最適化するだけでなく、測定法そのものの信頼性も確認する必要があります。そうでなければ、「偽低値」または「偽高値」の封入率が得られる可能性があります。
まとめ
LNP の封入率低下は、単一の要因で生じることは多くありません。研究者にとって重要なのは、配方を繰り返し変更することではなく、体系的なトラブルシューティングの視点を持つことです。
一般的には、次のような順序で確認するとよいでしょう。
- まず mRNA の完全性と純度を確認する。
- 次に脂質比率、N/P 比、RNA 仕込み量が適切かを確認する。
- その後、FRR、TFR、装置状態などのマイクロ流体混合条件を確認する。
- さらに pH 環境、緩衝能、混合後の実際の条件を確認する。
- 脂質やエタノールなどの原料状態を確認する。
- 最後に後処理工程や測定方法によるバイアスを評価する。
多くの場合、封入率に影響しているのは一つの「重大なミス」ではなく、複数の細かな要因の積み重ねです。これらの重要な工程を一つずつ確認することで、やみくもに試行錯誤するよりも効率的に原因を特定できます。
要するに、適切な N/P 比、正しい酸性 pH、安定した高速混合プロセス、そして信頼性の高い RNA と測定方法が、高い封入率を示す mRNA-LNP を得るための重要なポイントです。
PackGeneについて
PackGene Biotech is a world-leading CRO and CDMO, excelling in AAV vectors, mRNA, plasmid DNA, and lentiviral vector solutions. Our comprehensive offerings span from vector design and construction to AAV, lentivirus, and mRNA services. With a sharp focus on early-stage drug discovery, preclinical development, and cell and gene therapy trials, we deliver cost-effective, dependable, and scalable production solutions. Leveraging our groundbreaking π-alpha 293 AAV high-yield platform, we amplify AAV production by up to 10-fold, yielding up to 1e+17vg per batch to meet diverse commercial and clinical project needs. Moreover, our tailored mRNA and LNP products and services cater to every stage of drug and vaccine development, from research to GMP production, providing a seamless, end-to-end solution.

関連サービス
-
GMP mRNA & LNP
mRNA-LNPのエンドツーエンドソリューションプロバイダー
-
カスタマイズ mRNA
-
完全な品質管理パネルによる高品質mRNA
-
カスタム規模、安定性、および修飾
-
設計から製造までのエンドツーエンドサポート
-
-
mRNA & LNP
-
カスタマイズ mRNA-LNP
-
保護されたmRNA送達による安定性の向上
-
最適化されたLNP製剤による取り込み効率の強化
-
免疫原性の低減によるより安全な応用
-
-
既製品mRNA&LNP
-
即使用可能な完全処理済みmRNA
-
蛍光および発光レポーターの選択肢
-
1〜3営業日で出荷
-
-
遺伝子編集用mRNA
-
遺伝子編集用のCas9、Nickase、Creなど多様な酵素
-
緊急プロジェクト向けの迅速かつオンデマンドな配送
-
免疫応答を低減するN1-メチル-シュードウリジン
-