
AAV(アデノ随伴ウイルス)は、遺伝子機能解析、疾患モデルの構築、遺伝子治療研究などで広く利用されているウイルスベクターです。一方で、実際のAAV作製では、「十分な力価が得られない」「目的遺伝子が発現しない」「品質が安定しない」といったトラブルが発生することがあります。
AAV作製を成功させるには、ベクター設計、細胞培養、トランスフェクション、精製、品質管理、保存・輸送まで、各工程を適切に管理することが重要です。本記事では、AAV作製が失敗する主な原因と、その対策について解説します。
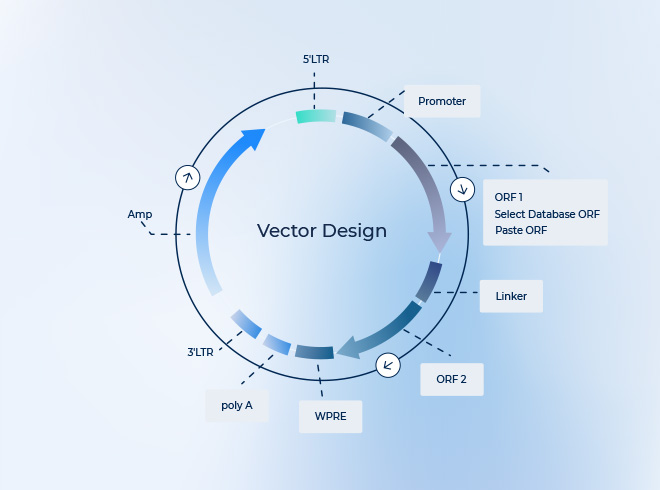
1. ベクター設計に問題がある
AAV作製でよく見られる原因の一つが、ベクター設計の不備です。
例えば、以下のような問題があると、ウイルスゲノムの複製効率やパッケージング効率が低下し、十分な力価や発現が得られないことがあります。
- AAVのパッケージング容量を超えている
- ITR(Inverted Terminal Repeat)が欠損または変異している
- プロモーターが標的細胞や目的用途に適していない
- 遺伝子配列に不安定領域や繰り返し配列が含まれている
- 目的遺伝子の発現が産生細胞に負担を与える可能性がある
AAVの搭載容量は一般に約4.7 kbとされていますが、これはITRを含むAAVゲノム全体の目安です。そのため、プロモーター、目的遺伝子、polyA配列などを含む発現カセット全体が、パッケージング可能な範囲に収まっているかを確認する必要があります。
対策
- ITR間の発現カセット全体をAAVのパッケージング容量内に収める
- ITRの完全性を制限酵素解析やITRに適したシーケンス条件で確認する
- 標的細胞・標的組織に適したプロモーターを選択する
- ベクター構築後はシーケンス解析などで配列を検証する
- 必要に応じて発現カセットを小型化する
2. プラスミド品質が低い
AAV作製では通常、トランスファープラスミド、Rep/Capプラスミド、Helperプラスミドを使用します。
プラスミドにエンドトキシンが多く含まれていたり、分解が進んでいたりすると、トランスフェクション効率が低下し、AAV産生量も大きく減少する可能性があります。
対策
- エンドトキシンフリーグレードのプラスミドを使用する
- A260/A280、A260/A230などで純度を確認する
- アガロースゲル電気泳動で分解や異常なバンドの有無を確認する
- プラスミドの凍結融解を繰り返さない
- 長期保存時は適切な条件で保管する
3. トランスフェクション効率が低い
HEK293系細胞へのトランスフェクション効率は、AAV収量に直結する重要な要素です。
主な原因としては、以下が挙げられます。
- 細胞密度が適切でない
- 細胞のコンディションが悪い
- DNA量やプラスミド比率が適切でない
- トランスフェクション試薬の性能が低下している
- 接着培養・浮遊培養に応じた条件最適化が不十分である
対策
- 健康な対数増殖期の細胞を使用する
- 培養系に応じた適切な細胞密度で播種する
- 推奨されるDNA量やプラスミド比率を基準に条件を最適化する
- 品質の安定した新しいトランスフェクション試薬を使用する
- 小スケールで条件検討を行ってからスケールアップする
4. 細胞の状態が悪い
HEK293、HEK293T、HEK293FなどのHEK293系細胞の状態は、AAV産生効率に大きく影響します。
以下のような状態では、AAV産生効率が著しく低下することがあります。
- 継代回数が多すぎる
- マイコプラズマに汚染されている
- 細胞生存率が低い
- 培養条件が安定していない
- 細胞増殖速度が低下している
対策
- 継代回数の少ない、状態のよい細胞を使用する
- 定期的にマイコプラズマ検査を行う
- 高い細胞生存率を維持する
- 培地、血清、培養温度、CO₂濃度などの条件を一定に保つ
- 接着培養・浮遊培養それぞれに適した管理を行う
5. 精製工程でウイルスが損失している
十分な力価でAAVが産生されていても、精製工程でウイルスを大きく失うことがあります。
例えば、以下のような要因が考えられます。
- 密度勾配遠心条件が適切でない
- 分画回収位置がずれている
- ろ過操作によるロスが大きい
- バッファー交換時の回収率が低い
- カラム精製条件が血清型に合っていない
AAVは血清型によって物理化学的性質や精製時の挙動が異なるため、同じ精製条件でも回収率に差が出ることがあります。
対策
- 精製プロトコールを標準化する
- 各工程で回収率を確認する
- 血清型に応じて精製条件を最適化する
- ろ過、濃縮、バッファー交換時のロスを評価する
- 必要に応じて小スケールで精製条件を比較する
6. 力価測定や品質評価に問題がある
「AAV作製に失敗した」と判断していても、実際には測定方法に問題があるケースもあります。
例えば、以下のような原因により、実際より低い力価が測定される場合があります。
- qPCR条件が適切でない
- 標準品に誤差がある
- 希釈操作にミスがある
- サンプル調製が適切でない
- DNase処理や前処理条件が不十分である
また、AAVの品質評価では、力価だけでなく、以下の項目を総合的に確認することが重要です。
- ゲノム力価
- 感染価または機能的力価
- キャプシド完全性
- Empty/Full Capsid比
- 残留DNA
- 残留宿主細胞タンパク質(HCP)
- エンドトキシン
- 無菌性・マイコプラズマ否定試験
対策
- 標準化された測定法を使用する
- qPCRまたはddPCRによる力価測定を実施する
- 可能であれば複数の測定法で結果を確認する
- 力価だけでなく、純度や完全粒子率なども評価する
- サンプル前処理、希釈、標準曲線の妥当性を確認する
7. 保存・輸送条件が適切でない
高力価で作製されたAAVでも、保存・輸送条件が不適切であれば感染性や活性が低下する可能性があります。
例えば、以下のような条件はAAV品質の低下につながります。
- 凍結融解を繰り返す
- 長期間、適切でない温度で保存する
- 輸送中の温度管理が不十分である
- バッファー組成がAAVの安定性に適していない
AAVの安定性は、血清型、濃度、バッファー組成、添加剤の有無などによって変わります。そのため、保存条件は用途やベクター特性に応じて検討する必要があります。
対策
- 小分け保存して凍結融解回数を最小限にする
- 長期保存では一般に−80℃以下での保存を検討する
- 輸送時はドライアイスなどを用いて温度管理を徹底する
- 血清型や用途に応じて保存バッファーを最適化する
- 使用前後の力価や活性の変化を確認する
まとめ
AAV作製の失敗は、単一の原因ではなく、ベクター設計、プラスミド品質、細胞状態、トランスフェクション、精製、品質評価、保存条件など、複数の要因が重なって発生することが少なくありません。
そのため、各工程を体系的に確認し、問題点を切り分けながら最適化することが、高力価かつ高品質なAAVを安定して作製するための鍵となります。
特に、前臨床試験や臨床開発を見据えたAAVでは、単に力価が高いだけでなく、純度、完全粒子率、残留不純物、安全性などを含めた総合的な品質評価が重要です。
PackGeneについて
PackGene Biotech is a world-leading CRO and CDMO, excelling in AAV vectors, mRNA, plasmid DNA, and lentiviral vector solutions. Our comprehensive offerings span from vector design and construction to AAV, lentivirus, and mRNA services. With a sharp focus on early-stage drug discovery, preclinical development, and cell and gene therapy trials, we deliver cost-effective, dependable, and scalable production solutions. Leveraging our groundbreaking π-alpha 293 AAV high-yield platform, we amplify AAV production by up to 10-fold, yielding up to 1e+17vg per batch to meet diverse commercial and clinical project needs. Moreover, our tailored mRNA and LNP products and services cater to every stage of drug and vaccine development, from research to GMP production, providing a seamless, end-to-end solution.

関連サービス
-
AAV 解析 QC サービス
-
同一性、純度、力価、安全性の包括的試験
-
規制要件に準拠したカスタム検証済みアッセイ
-
GMPグレードの品質管理および出荷サポートによる迅速な対応
-
-
AAVパッケージングサービス
-
迅速な納期で、高品質かつ空カプシド率の低いAAVを提供
-
70種類以上のセロタイプ、40種類以上のQC試験、専門家による設計サポート
-
累計50,000本以上のAAVを納品、GMPグレードまでスケール可能
-
-
AAV パッケージング – 研究グレード
- プラスミド抽出からウイルスまで最短12日で対応
- 高純度、低エンドトキシン、低エンプティシェル率
- 70種類以上のセロタイプと50,000件以上のプロジェクトで培った専門的サポート
-
AAV パッケージング – NHP グレード
-
エンドトキシンフリーかつ厳格なコンタミネーション管理
-
ddPCRによる力価定量とゲノム完全性の確認
-
一貫した結果で安全性と有効性を向上
-
-
遺伝子からAAVへ
- 遺伝子からAAVまで最短4週間
- 収量と品質を最適化するためのプラスミド設計支援
- ワンストップの効率的なサービス
-
AAV解析試験
-
力価、純度、安全性などを網羅した包括的なAAV試験
-
専門家によるガイドで迅速かつ信頼性の高い結果
-
最高水準の品質と安全性を保証するためのカスタマイズソリューション
-
-
既製品AAV
-
即時使用可能な出荷準備済み
-
多様な研究ニーズを網羅する幅広いラインアップ
-
厳格な品質管理による信頼性の高い品質保証
-
-
AAV 目的遺伝子(GOI)プラスミド設計・構築
-
効率的な遺伝子送達のためのカスタムAAVプラスミド
-
piVectorを用いた用途別エレメントによる容易な設計
-
CRISPR、shRNA、その他のAAVベクタータイプに対応
-